Procès de fabrication de la peinture
Produire une peinture de très haute qualité est un processus spécialisé et exigeant en main-d'œuvre. Le personnel de production de Royal Talens reçoit, à cet effet, une formation interne par des spécialistes de laboratoire et perfectionne ses connaissances du métier sous la supervision de fabricants de peinture expérimentés. En combinant de manière optimale les développements modernes dans le domaine de la technologie de la peinture avec le meilleur de son passé, la qualité des produits Royal Talens est désormais reconnue dans le monde entier.
Laboratoire
Avant de passer à la production, le laboratoire développe une recette unique pour chaque couleur individuelle. Pendant ce procès de développement, la qualité de peinture est soigneusement testée. Le laboratoire est également responsable du contrôle des matières premières et supervise ainsi la qualité du procès de production du début jusqu'à la fin. Une autre tâche importante du laboratoire est de faire des recherches continues dans le domaine de nouvelles matières premières et de nouveaux systèmes de production.

Pesage des matières premières
Les matières premières sèches sont conservées dans le dépôt central. Il s'agit de pigments et de charges, mais aussi de liants comme la dextrine et la gomme arabique qui seront rendus liquides plus tard par dilution. Pendant le procès de production les quantités nécessaires de matières premières sèches sont soigneusement pesées jusqu'au gramme et préparées pour être transportées au service suivant, le service qui fait les premiers mélanges. Ce service de mélanges stocke tous les liants liquides et les additifs. Les quantités nécessaires sont soutirées et les matières premières sèches déjà pesées y sont déversées. Pendant ce déversement il se peut que des quantités minimes de matières premières sèches collent au sacs. Pour cette raison il est indispensable de contrôler le produit en question à chaque étape de production pour éviter des incohérences de couleur ou de viscosité. Grâce aux contrôles il est encore possible d'ajuster si nécessaire.

Dispersion
Les pigments ne dissoudrent pas dans un liant. Voilà pourquoi ils doivent être dispersés de façon régulière dans le liant, c'est-à-dire être bien répartis. La dispersion se fait en deux étapes. D'abord les pigments sont mélangés à l'aide d'un agitateur et ensuite la finesse est déterminé par le broyage.

Premier mélange
Les pigments sont livrés en poudre et les parts pigmentées sont attachées les unes aux autres comme des " grappes ". Pendant le premier mélange ces grappes sont réduites et réparties de façon homogène dans le liant. Le pouvoir colorant est encore assez faible, mais il augmentera quand les pigments sont broyés.

Broyage des pigments
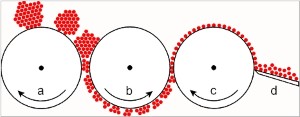
Les grappes de pigments sont moulus sur un broyeur tri cylindre jusqu'à la finesse de pulvérisation souhaitée. Il faut éviter d'abîmer les pigments, parce que cela pourrait entraîner des déviations de couleur. Les trois cylindres métalliques tournent l'un vis-à-vis de l'autre en sens inverse à différentes vitesses. Le premier cylindre tourne lentement, le deuxième tourne 3 fois plus vite et le troisième tourne à une vitesse 9 ou 12 fois plus vite. Cela dépend du type de moulin. Cette différence de vitesse étend les pigments en frottant et la peinture est transmise d'un cylindre à l'autre. Finalement la peinture est enlevée à l'aide d'un racloir.

Contrôle de finesse
La distance qui existe entre les cylindres détermine la finesse du broyage. Ce procès peut se répéter au maximum cinq fois. Plus le broyage est fin, plus l'intensité de la couleur est élevée. Les rouleaux sont creux et ils sont refroidis à l'intérieur pour éviter que les pigments calcinent par la chaleur de frottement. Dépendant du type de pigment et du but final de la peinture ou de l'encre on pulvérise les pigments entre 2 et 55 micron (1 micron = 1/1000 mm). Après la dernière mouture, la peinture possède sa viscosité finale.
Après le broyage, la finesse est contrôlée à l'aide de la soi-disant " jauge de Hegman ". La profondeur de la cannelure dans la jauge augmente progressivement et est indiquée en microns. On dilue la peinture jusqu'à une certaine viscosité, on l'a fait couler dans la cannelure et on la lisse. Là où les parts de pigments sont plus grosses que l'épaisseur de la couche de peinture, elles dépassent la superficie. C'est à cet endroit, visible à l'œil sous lumière rasante, qu'on détermine la finesse du broyage.

Contrôle de couleur
Maintenant la nouvelle couleur est comparée avec la couleur standard. Les deux couleurs sont appliquées en couches fines et épaisses de façon à faire voir la nuance franche et la nuance inférieure de la couleur. Il ne doit pas y avoir de différence entre la nouvelle couleur et la couleur standard.

Contrôle de stabilité
Pour s'assurer que seuls les produits de haute qualité sont introduits sur le marché, chaque lot est gardé sous contrôle pendant un certain temps. Après cette période, la peinture est testée encore une fois au laboratoire et une fois validée elle est transporté au service d'emballage.

Remplir les emballages
Les tubes sont remplis par le bas, le bouchon est déjà visé dessus. Les tubes en plastique sont ensuite fermés par un procès de brûlure. Les tubes métalliques sont rabattus plusieurs fois et pincés. Les flacons sont remplis, fermés et étiquetés. Pour terminer on vérifie si le conditionnement contient la bonne quantité de peinture.
